Trant Install UV Plant for Portsmouth Water
February 11, 2023

When Portsmouth Water needed an emergency Cryptosporidium inactivation treatment process at one of their water treatment works, they turned to their AMP7 and Non-Infrastructure Framework Contractor, Trant Engineering, to design, build, install and commission a suitable system and return the works to full operation within 13 weeks.
Trant set up a multidisciplinary client and contractor project team which identified Ultra Violet disinfection as the preferred solution. Sourcing the required UV treatment process within the short time frame was a difficult ask, however UV treatment’s simple configuration naturally lends itself to containerisation and Trant managed to identify and purchase a portable containerised UV treatment unit, which had been in use at another site, and this enabled the project to stay on programme.
Integrating the additional treatment process into the existing works operation and within the limited site space was a significant challenge. Te-Tech Process Solutions, part of the Trant Group, have a specialist team of controls engineers, and it was their expertise that helped deliver the integration.
A look into the PLC Integration
The containerised UV system had its own local Compact Logic PLC and motor control centre (MCC), controlling duty and standby UV reactor streams, and this had to be integrated into the existing WTW control system which utilised an Allen Bradley PLC, providing overall control of the abstraction, treatment and water quality monitoring systems. The maximum works flow was too high for a single UV reactor, so the control system had to be changed from duty/standby to duty/assist configuration. This alteration enabled a single UV reactor to operate within a defined flow and water quality range. If the single reactor failed the second reactor would resume control allowing the continuous compliant production of wholesome water. At high flow rate or if water quality deteriorates the system automatically reverts to duty/duty mode, allowing both UV reactors to operate in parallel splitting the load equally between the two.
Integrating the signals from the UV treatment control system with that of the existing works was the next challenge for the team. The integration of the network architecture of the two control systems could be designed, tested and proven. The solution integrated the two PLC control system via Ethernet/IP as shown in the system architecture schematic (Figure 1).
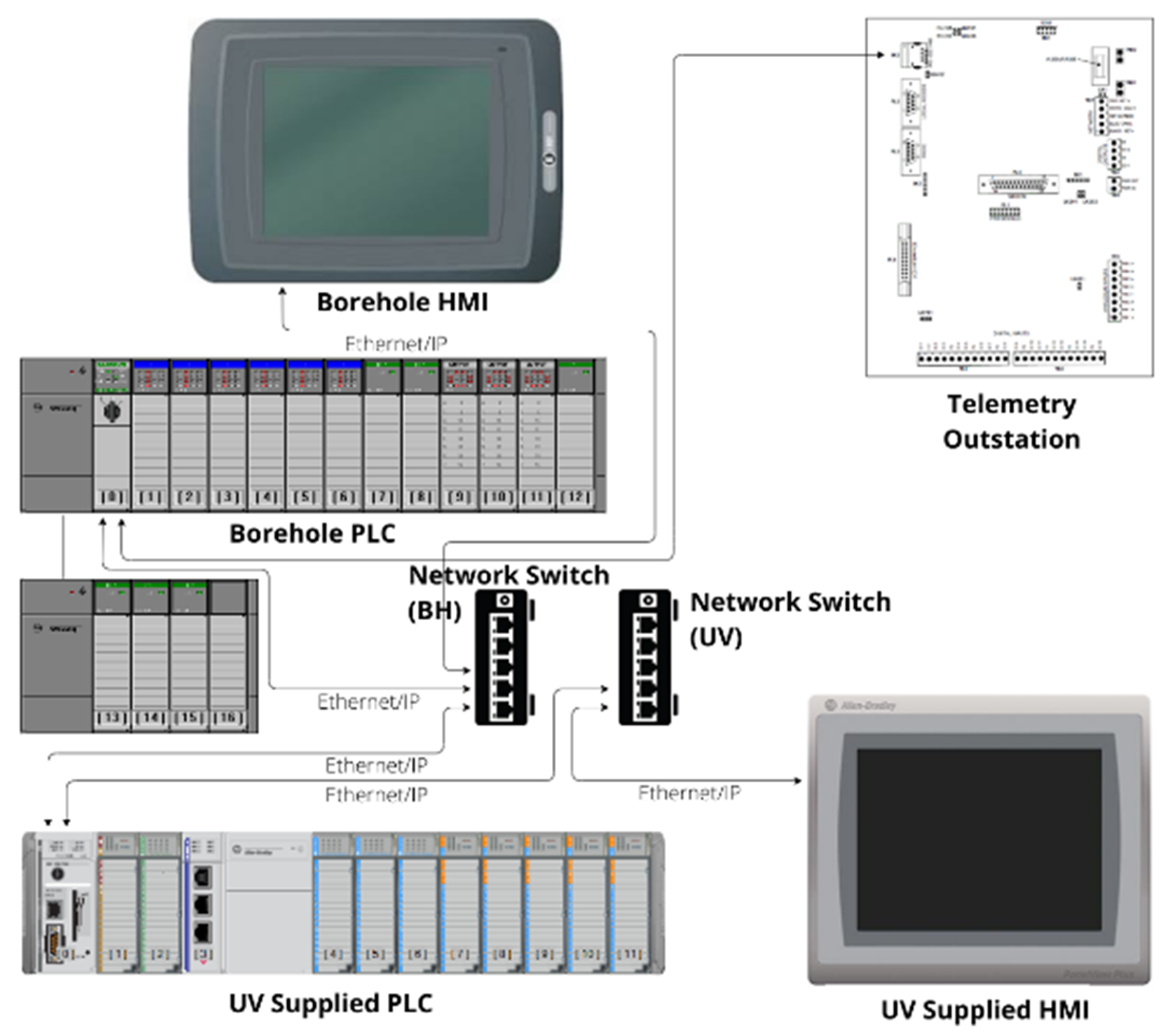
Figure 1 - Network Architecture
As part of the integration package, the human machine interface (HMI) was modified to allow key parameter and asset performance to be monitored easily. Operational flexibility was provided by allowing Operators to log in and change some parameters, such as setpoints and alarm limits. However, changes to parameters outside of the designed work and operating window were protected, ensuring that there were no water quality or treatment breaches. Key operational and performance data was retransmitted to Portsmouth Water’s remote telemetry system. This activity utilised the same communications network, by the programming and configuration of a remote telemetry outstation and user terminals, via a Schneider GeoSCADA platform.
Project Success
Trant and Te-Tech’s wide range of experienced electro-mechanical engineering and software programming talents, enabled all the required cabling, integration hardware and ancillaries to be designed, installed and tested in an efficient and professional manner. Together ensuring that the implemented solution achieved the project’s objective, and Portsmouth Water were able to return the works to operation with a validated Cryptosporidium treatment process within the project period and before the increased summer demand.